Our stand booth : 2011
All posts by Nadine LAURET
THERMOCOAX Space Products Catalyst Bed Heaters – Cartridge Design Spacecraft Propulsion
Thermocoax Pedigree
THERMOCOAX has been a worldwide key player for 15 years the design, development and manufacture of heating systems for the space market.
We are providing solutions for :
Ground applications :
- R&D programs with institutes
- Ground equipment
Flying models :
- Heating management system on Satcom
- Catalyst bed heater for chemical propulsion
- Heating solution for Hall effect thruster
Scientific Mission :
- Heating system on Curiosity rover
- Heating Element on ISS for MSL
- Heating Element for pyrolyser on the Cassini-Huygens Titan probe

Technical Applications of Catalyst Bed Heaters
Monopropellant Thruster is a small rocket engine used for attitude, trajectory and orbit control of satellites and spacecraft.
The main reason for catalyst bed heaters on monopropellant thrusters is to improve the performance at startup.
Typically, when the catalyst is cold, the first pulse is weak and has large delays from the valve to the centroid of the thrust.
Using a heating component is a strategic solution to avoid unstable performance when the thruster is used for infrequent attitude control pulsing, as the bed could potentially cool down between pulses.
With regard to Space Debris Mitigation (SDM), technical modifications will be implemented on new satellite platforms.
Through the CleanSat program, the ESA supports LEO Platforms for compliance with the SDM requirements.
This is an opportunity for THERMOCOAX to contribute to this program with catalyst bed heaters on propulsive de-orbiting. The objective is to perform the maneuver for the different classes of spacecraft with mass ranges from below 10kg, up to 2000kg.
Then the spacecraft is expected to be completely destroyed during the atmospheric re-entry with a negligible risk for ground populations.
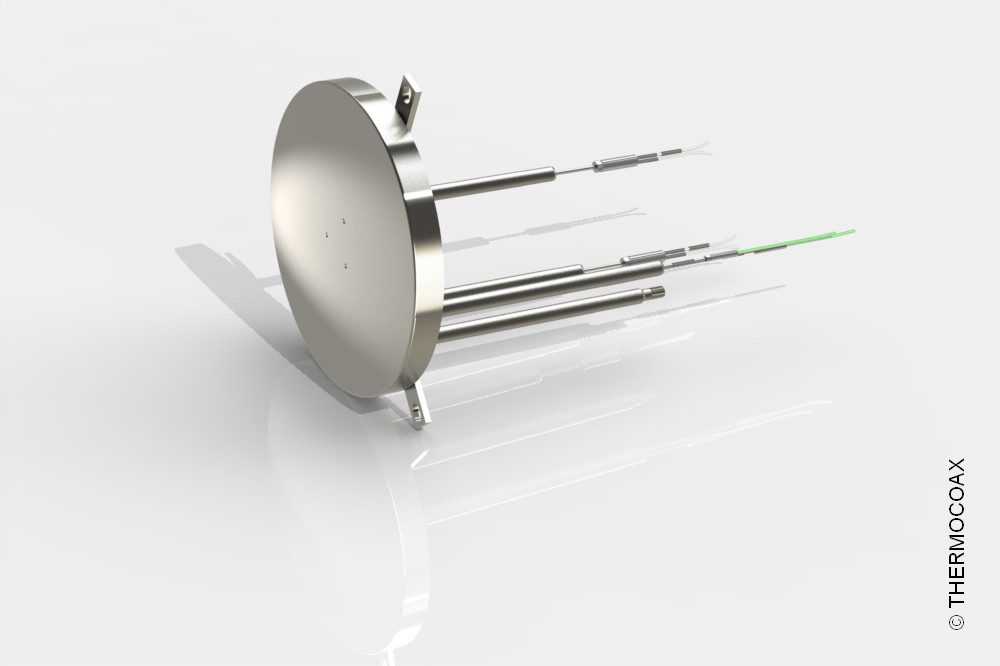
Technical Description of Catalyst Bed Heater
The heating cartridge is the design most used over the last 20 years.
The heating cartridge works continually to keep the catalyst bed no lower than a certain value to get a more efficient start up when the thruster is activated.
For de-orbiting, we can consider the use of the 400 Newton apogee motor which was unused for the whole life of the spacecraft. When the de-orbiting maneuver is decided, the oversized catalyst bed heater has the task of pre-heating the dormant catalyst bed for its last thrust.
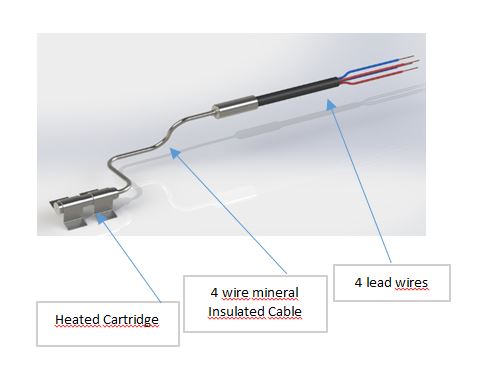
Catalyst Bed Heater Cartridge :
- 2 redundant electrical circuits
- Rated power supply: 28 Volt to 40 Volt
- Type of power for each circuit:
- 2 Watt at 28 V DC
- 8 Watt at 28 V DC
- 12 Watt at 32 V DC
- 70 W/cm²
- Nickel chromium wires
- Ceramic insulator
- Inconel 600
- Overvoltage 42 V DC

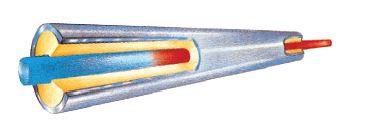
Mineral-Insulated Cable :
- Inconel 600 sheath
- 4 wire nickel chromium
- Dielectric 500 Volt
- Ø2.3 down to 1mm
- Bending radius 3*Ø
Lead Wires :
- 4 wires
- Color code for each loop
- AWG24 or 26
- Strength 1.4 kg

Acceptance test criteria of the catalyst bed heater :
- Helium leak test
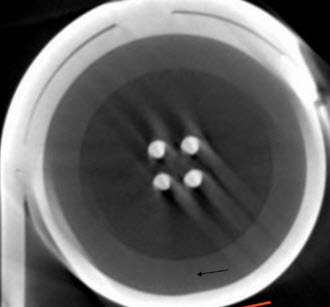
- X-Ray of the heating cartridge
- X-Ray of the MIC/lead wires junction
- Lead attachment strength test
- Visual and mechanical inspection
- Overvoltage
- Line Resistance
- Insulation Resistance under 500 Volts
- Burn-in test
- Dielectric 100/300/500V AC, 60Hz/60s
- Weight
- Final manufacturing report
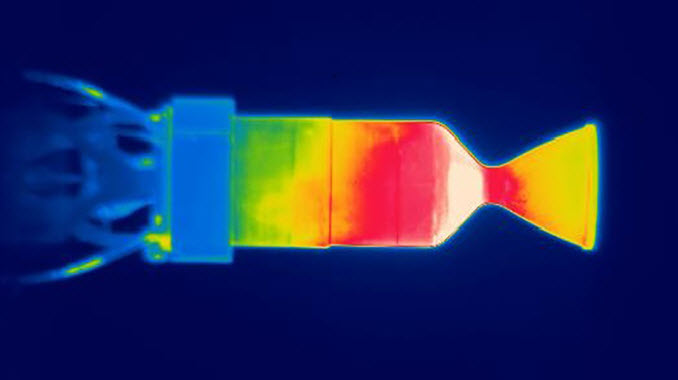
Response Time :
- With only one circuit: 3.2 Watt
- Heating cartridge painted black
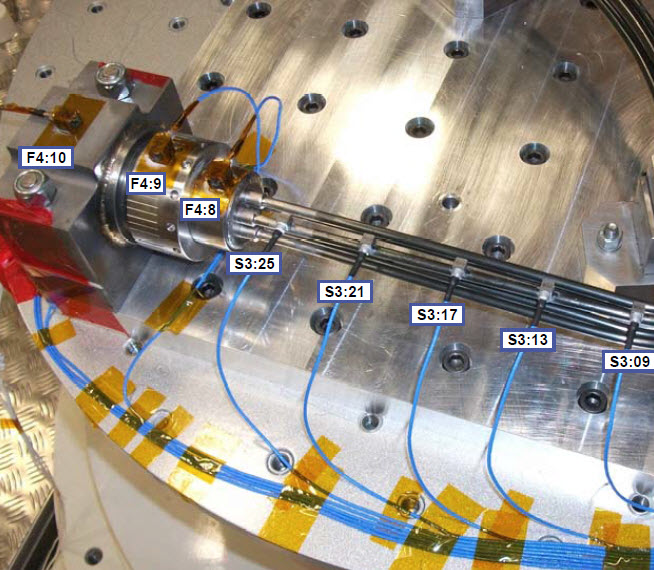
- Measured with IR camera
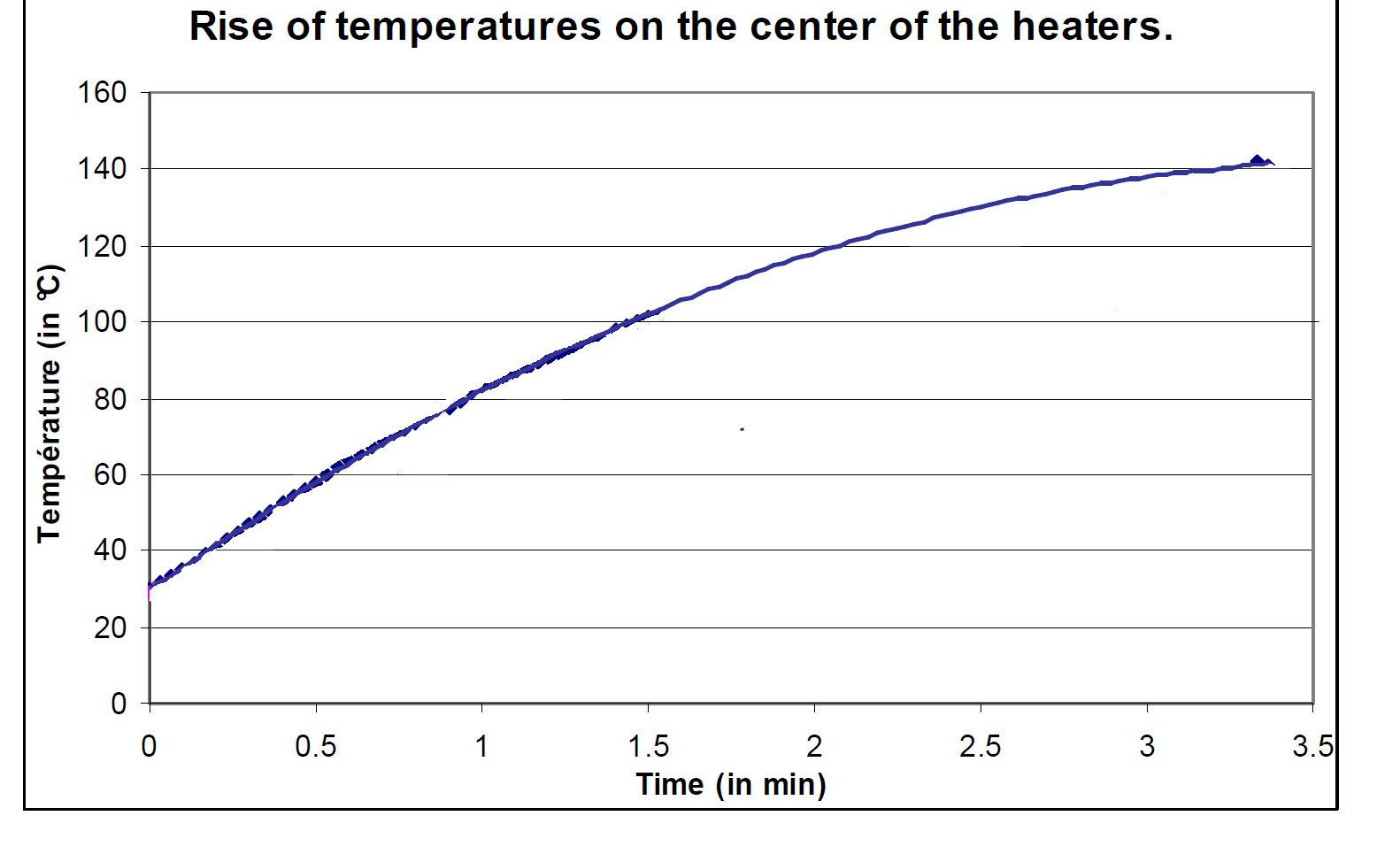
- Measure with thermocouples
- One circuit of 3.2 Watt
Results :
- Input voltage: 28 V DC
- Power :
- Min: 3.02 W with R=230Ω
- Nominal : 3.2 W with R=245Ω
- Max: 3.41 W with R=260Ω
- Power density : 0.70 Watt/cm²
Test List for Qualification Program of the Catalyst Bed Heater
Thermocoax drives and conducts the qualification test program in accordance with our customer’s specification.
Our engineers write the QTP for customer approval prior to running the test.
Most of the tests on the catalyst bed heater are performed in THERMOCOAX’s test laboratories (thermal, humidity, electrical etc.). Those requiring heavy equipment (vibration, acceleration, shocks etc.) are subcontracted to external laboratories or conducted by our customers with the complete propulsion system.
-Typical qualification Test list on catalyst bed heater :
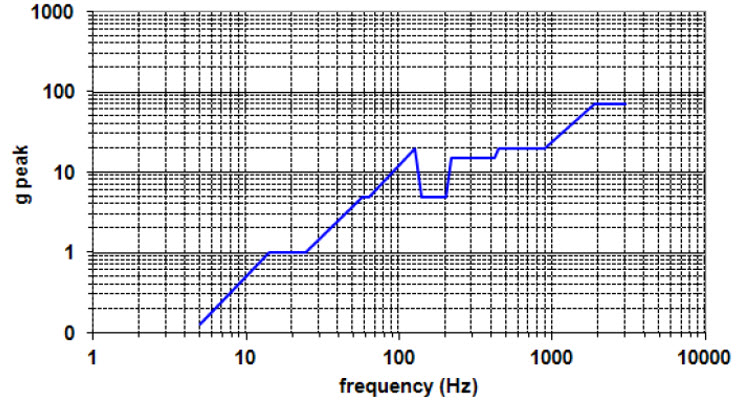
- Vibration
- Acceleration
- Mechanical shock
- Pyrotechnic shock
- Helium leak test
- Burn-in test
- Humidity test
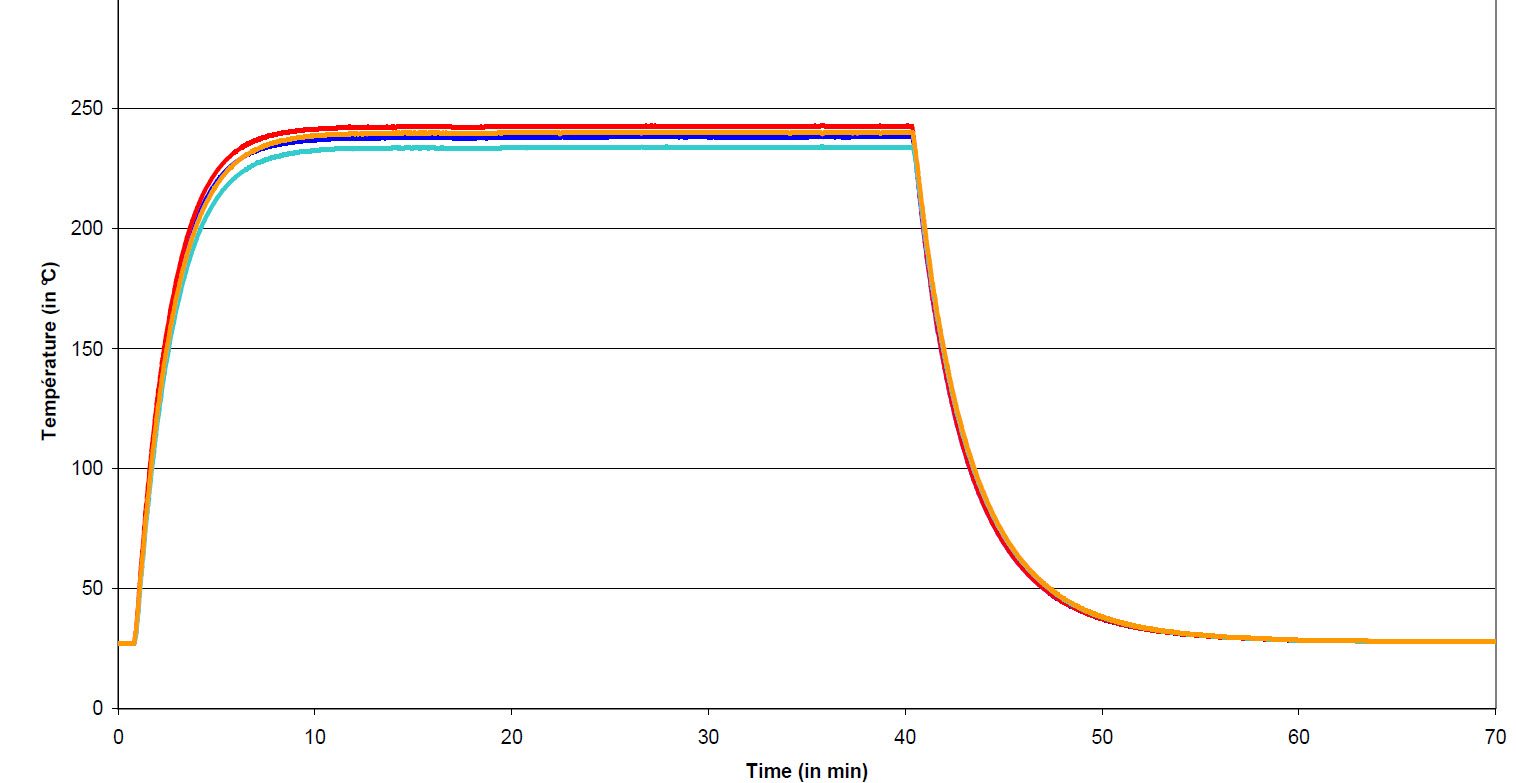
- Hot firing test
- Electrical cycling test
- Thermal cycling test
- Lead attachment test
- Dielectric test
- Destructive physical analysis
- X-ray examination
Packaging and Cleanliness :
- THERMOCOAX is focusing on high quality catalyst bed heater products for the best stability and repeatability in operation. We have understood our customers’ challenges to manufacture spacecraft for 15 years and to improve human life.
In THERMOCOAX’s we are working hard to participate in these incredible challenging programs
Specific packaging is organized to ensure excellent condition of the catalyst bed heater during transportation and storage :

THERMOCOAX has supplied many programs on 1, 5, 20, 200 and 400 Newton hydrazine thrusters, here are a few example s:
- Sentinel
- Pleaiades
- Myriad
- Alsat
- Elisa
- SSOT
- Jason
- Taranis
- Syracuse
- Sicral
- Proteus
- Giove
THERMOCOAX is the major player for catalyst bed heaters and is proud to participate in great space programs.
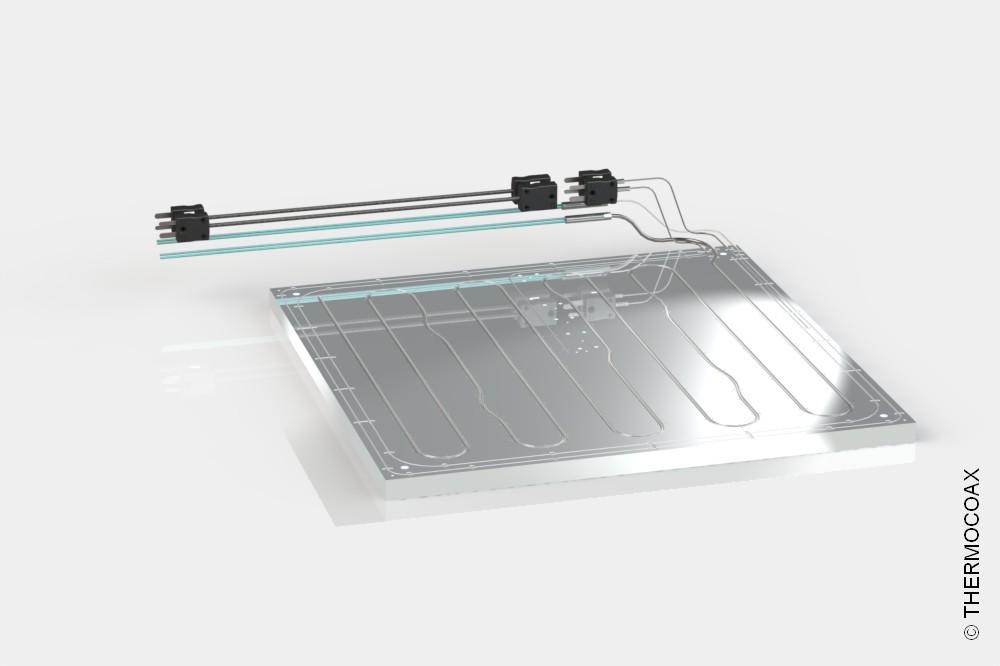
Cast Aluminum Chuck
This Cast Aluminum Chuck is produced for semiconductor layer deposition in the CVD/PVD/ALD processes.
This design is a 100% customized solution allowing a large range of heating chucks from 100 mm to 450 mm in diameter. It may be equipped with RF thermocouples able to withstand high radio frequencies (example: 13.56 MHz) and avoid perturbative noise during temperature measurement.
Technical features :
Cast Aluminum Chuck design for optimal thermal uniformity and an improved inner thermal exchange compared to a machined version. Down to -/+ 0.5% according to the temperature set point.
Based on the THERMOCOAX Mineral Insulated cable technology, the Cast Aluminum Chuck has a heating wire design using the hot/cold transition in the same diameter inserted inside the chuck.
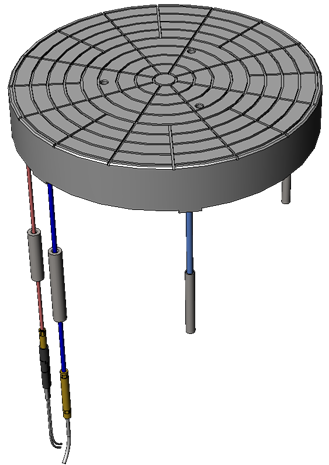
Chuck Heating element with Hot / cold junction
- Working temperature range : 50°C to 450°C
- Flatness : down to 0.01 mm
- Voltage : up to 240 Volts
The THERMOCOAX Cast Aluminum Chuck can be equipped with lift pin holes and have an integrated cooling tube for air or water circulation and can be heated according to 1 or 2 heating zones.
This customized solution provides strong flexibility in terms of diameter, thickness and power supply.
The Cast Aluminum Chuck is an extremely reliable design with a high cost efficiency.
THERMOCOAX and heating solutions for Semiconductor industry :
- Machined Aluminum Chuck
- Stainless steel Chuck
- Nickel Chuck
- Various heating plates
Chuck Semicon Heating plate

Silicon filter heaters solution
Heating Jackets for Water for Injection (WFI) and High Purity Water (HPW) Filtration Processes
Filtration is essential in many different processes throughout almost every industry in terms of separation and prevention. Filtration is critical to the process and the quality of the product. When using water for injection in production of food, beverages or pharmaceuticals the focus is on process stability and prevention of downtime. The good manufacturing practice (GMP or cGMP) and Federal Drug Administration (FDA) guidelines set standards in terms of design and inspection of WFI and HPW systems. When it comes to filtration processes, the vent filters, installed in line of the system, play an important role during phases of design and inspection. The vent filter is an essential component, which the following paragraph by the FDA describes:
“The one component of the holding tank that generates the most discussion is the vent filter. It is expected that there be some program for integrity testing this filter to assure that it is intact. Typically, filters are now jacketed to prevent condensate or water from blocking the hydrophobic vent filter. If this occurs (the vent filter becomes blocked), possibly either the filter will rupture or the tank will collapse.”

Most common in rigid stainless steel systems for food, beverage and pharmaceutical production are steam jacketed vent filter housings. A good and reliable solution, but in terms of investment and installation, steam jacketed systems are costly. It is also very time consuming during replacement sessions of the inner filter cartridges. At the end, these systems are not very flexible once installed in a production process.
One alternative that provides easy handling and replacement are electrical vent filter heating jackets. They provide a maximum on safety with accurate temperature control and are easy to install on the vent filter housing. One may say that electrical heaters are a potential hazard and are not suitable for use in such environments, but these heating jackets are of unique design to fit exactly those stringent requirements.
The one-piece molded design is formed out of a two-component silicone rubber compound that fits around the filter housings without any fixation methods that may be not compliant for use in those production processes. The design provides a high level on ingress protection safety and is fully functional even 24 hours after submerging into potable water. The construction also focuses on minimizing potential voids to prevent formation of residue and microbes. By using only silicone rubber compounds for the complete design one benefit is that the complete heating jacket can be easily cleaned with most common detergents used for cleaning WFI and HPW systems.

A second advantage is that the silicone rubber heating jackets are following latest EHEDG and 3-A Sanitary standards for food production processes. Finally, they pass FDA and BfR specifications concerning silicone rubber materials and all components pass latest RoHS and REACH requirements.
Different Scales of Production for Biopharmaceutical Applications and Processes
More benefits of the electrical heating jackets arise when we move towards latest biopharmaceutical applications. In recent years, there has been an increasing demand for single use technologies in different scales of production. From prototyping, through tabletop applications all the way up to large reactor systems, these processes also require high purity water injection that use special vent filters. The vent filters used for single use systems are typically made of polymers instead of stainless steel design. Diversity in design, shape and size make it inapplicable to use steam jacketing. Since the same regulations apply for any WFI system, those filters need to be heat traced in order to prevent dew formation inside and clogging of the lines. Electrical heating jackets provide the one alternative for any production scale whilst remaining all benefits in regards to safety and necessary design requirements.
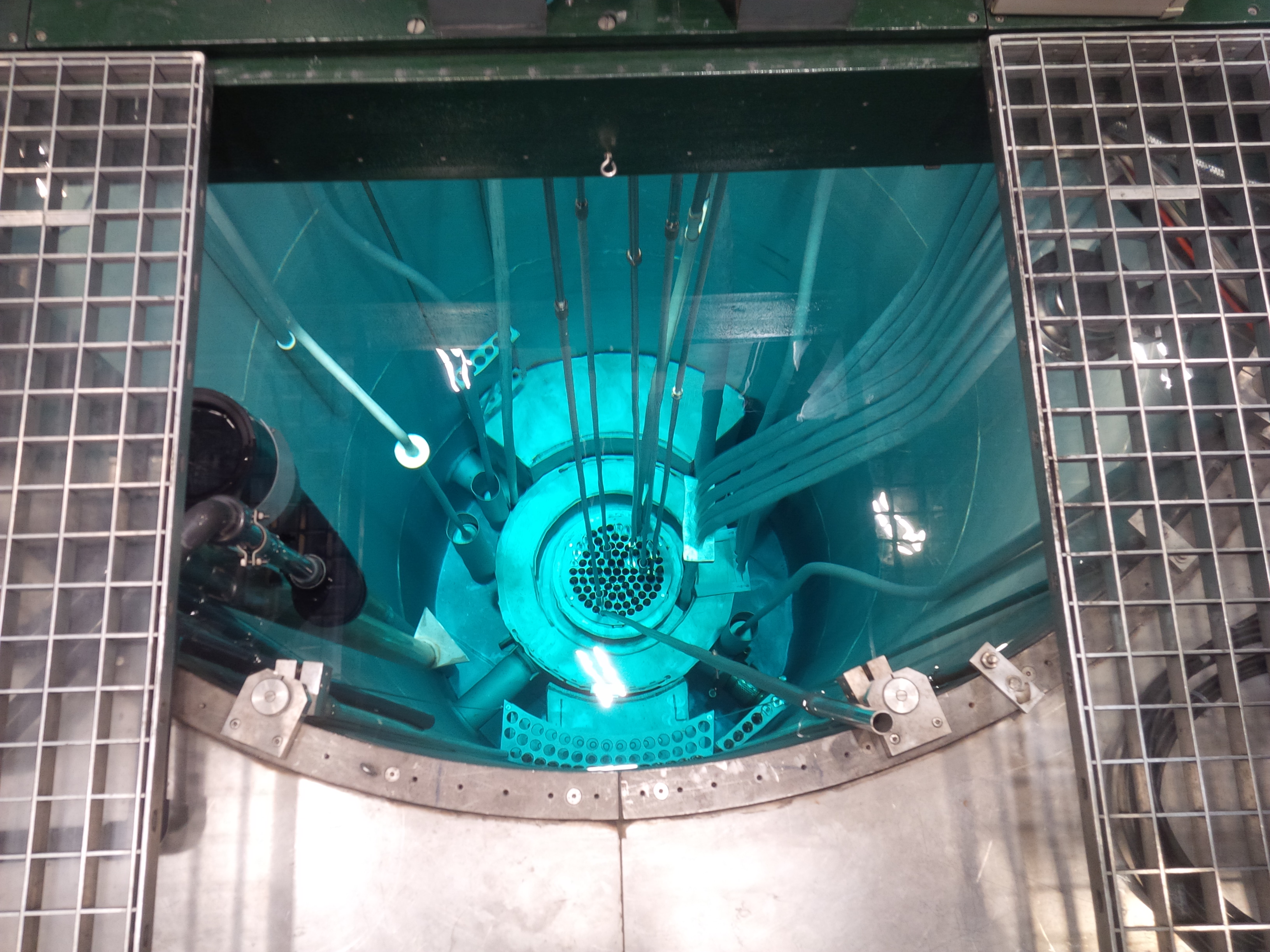
Neutron measurement system for TRIGA® reactors
Introduction
Neutron flux mapping is key for research reactors operators. Over years this mapping can change from the theoretical configuration and a requalification of the in pile neutron flux can be required to maintain a safe operation and the expertise in reactor physics.
The challenge : develop an efficient and cost effective solution for neutron flux measurement for research reactor.
GENERAL ATOMICS designed the TRIGA reactor in the 50s and it became the most important research reactor fleet in the world.
THERMOCOAX has been awarded a contract to develop a neutron flux monitoring system for a TRIGA reactor in Malaysia.
Based on this successful experience, THERMOCOAX is now offering to market the NEUTROCOAX system, developed with the assistance of SCK.CEN in BELGIUM.
The benefits of NEUTROCOAX® system : a modular and real time solution for neutron flux measurement.
Activation dosimetry is a well-established and accurate method but it is not offering an online data acquisition but only “a posteriori” information on neutron flux.
Based on NEUTROCOAX SPND (Self Powered Neutron Detector) our solution iuses a robust, simple, self-powered and cost-effective sensor compared to other technologies associated with the state-of-the-art data acquisition system.
NEUTROCOAX SPND generates a current proportional to the reactor power.
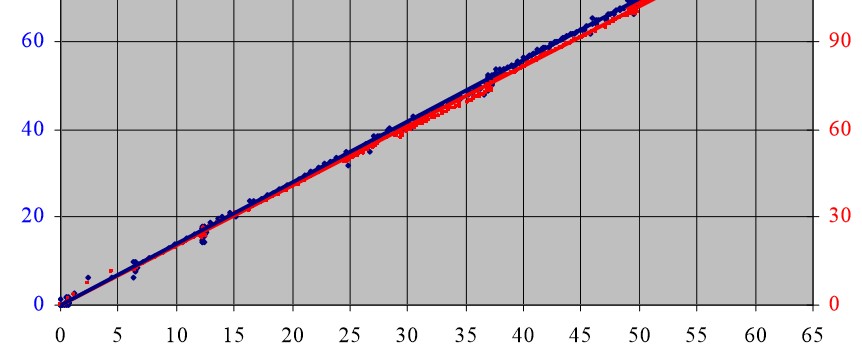
Recorded Currents of Vanadium SPNDs (nano Amperes) versus reactor power (MW). Test performed in BR2 reactor (SCK.CEN)
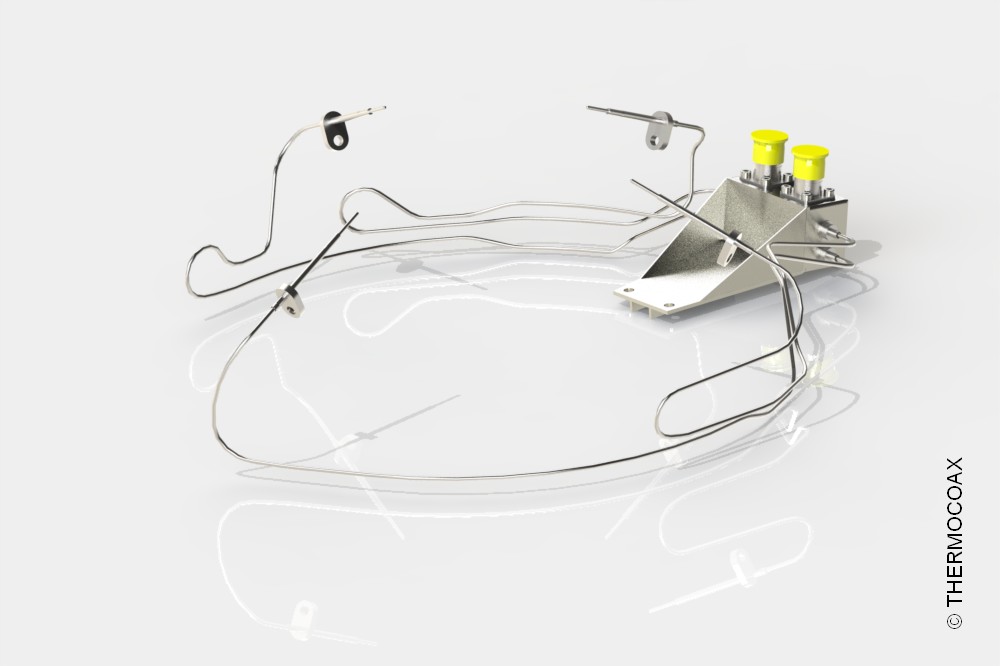
SPND is directly immersed in the reactor pool to do an in situ measurement. 4 x SPND are supplied as standard, but more SPND can be connected.
The NEUTROCOAX® system comprises SPND associated with a data acquisition system and a measurement Display Unit.
It offers a measurement on a wide spectrum ranging from 0.05% to 100% of the reactor power (i.e. 6.109 to 2x 1013 nv in the specific TRIGA in Malaysia) and a real time visualisation of the measurement. There is no upper limit in terms of neutron flux, and the SPND signal remains linear with the reactor power (see curve above).
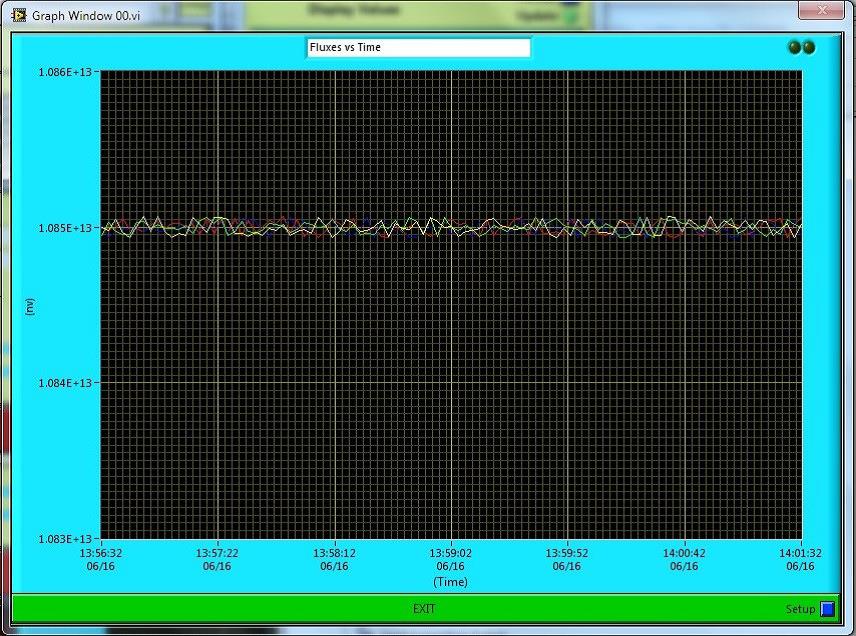
Fluxes versus time as seen on the display unit
This versatile system can also be used to monitor irradiation samples during material test irradiation or radio medical isotope irradiation.

SPND cabling from the sensitive head to the junction box
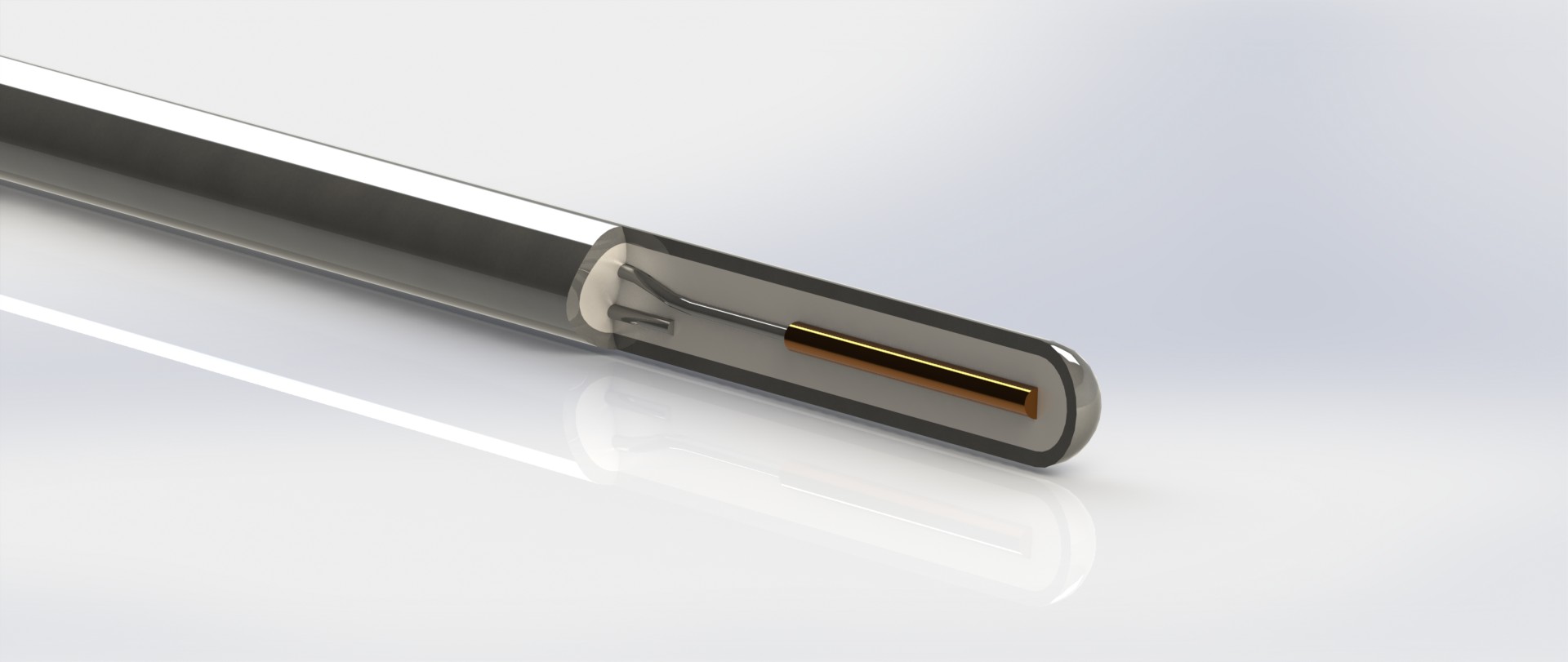
SPND sensitive head. Vanadium emitter. Small Outer diameter of 3.7 mm
THERMOCOAX and nuclear sensors
THERMOCOAX Nuclear specialised in In-core and Ex-core sensors such as :
- Radiation sensors (neutron flux & gamma flux)
- Temperature measurement
- Level and flow measurement
We also offer SERVICES such as DESIGN, EXPERTISE, INSTALLATION, and COMMISIONING.
TRIGA® is a trade mark of GENERAL ATOMIC
SCK.CEN is the Belgian Nuclear Research center. See www.sckcen.be
Press release : Thermocoax awarded Silver Label from Turbomeca
Turbomeca (Safran Group) and Thermocoax have strengthened today their partnership for helicopter turboshafts.
This day, November 26th 2015, Thermocoax received from Turbomeca’s VP Strategic Purchasing its Silver Label.
Turbomeca Label Program objectives are not only to reach the excellence in production, quality, social and environmental issues, but also to set new roadmaps for innovation with its qualified supply-chain.
The Silver category addresses suppliers with high added value products and / or services, which therefore deserve a combined R&D roadmap. This means only a dozen of companies worldwide will qualify.
Jean-Baptiste Jarin, Turbomeca VP Purchasing, underlined: “Like everyone else in our industry, it is mandatory to have suppliers meeting our on time quality and on time delivery requirements. What we are now looking for is to establish a new partnership approach with a few of them. As such, Thermocoax will share its R&D efforts and innovations with us, and we strongly believe that it is the combination of our efforts which will allow Turbomeca to maintain its leadership on the turboshaft market”.
Dominique Mallet, Thermocoax CEO answered: ‘We have enjoyed a specific relationship with Turbomeca for a long time . This recognition does not only reward the implication of our staff but also the quality of our cooperation with our customer. Turbomeca is quite demanding, but also always available for guiding and helping us in achieving excellence. Thermocoax’s employees are proud to be part of the Turbomeca’s success story. Moreover, this label enables Thermocoax to join Turbomeca’s development plateau during the early stages of new engine development, while offering us the opportunity to propose new innovative products, a must that many suppliers are looking for, but only a few gets”.
The Silver label was awarded in Thermocoax’s Flers plant (France), with the participation of all employees and Turbomeca’s board representative.
Thermocoax joins in Europe’s NIPSE project which targets the novel integration of system equipment on next-generation aircraft engines
Press Release ![]()
26 November, 2015
The challenges of equipment integration on future aircraft engines – particularly next-generation Ultra-High Bypass Ratio (UHBR) powerplants – is the focus of a three-year European Union-funded technology project now underway with 10 companies and organisations.
Called nipse (Novel Integration of Powerplant System Equipment), this programme addresses installation limitations expected in such future engines, including the thinner nacelles and larger fan modules ; along with architectures that require more functionality and provide extra thermal constraints through lower ventilation capability and reduced volume availability.
In this context, the NIPSE project seeks to find better placement options for equipment, using locations in the engine, the nacelle and the aircraft itself. NIPSE also addresses the need to improve thermal management of integrated powerplant systems (IPPS).
NIPSE is targeting potential engine fuel savings of up to 2-3 percent, gained through a 15-percent reduction of equipment volume for the UHBR engine, along with weight savings and improved thermal management on the more integrated powerplant systems. Additionally, a reduction of development time for the installation of powerplant systems is anticipated.
We, THERMOCOAX, participates to improve fire detection technology and the implementation of these sensors on the engine or nacelle.
Established within the European Commission’s Horizon 2020 Programme, NIPSE is funded at 6.2 million euros and has a three-year duration from its formal kickoff last June. It is managed by the Commission’s INEA (Innovation and Networks Executive Agency), with Aircelle (Safran) as the programme leader in its role as industrial coordinator.
Contact :
Iain Minton, NIPSE project coordinator
iain.minton@aircelle.com
The NIPSE consortium :
Safran Aircelle (France) ; ARTTIC (France) ; Thermocoax SAS (France) ; Stichting Nationaal Lucht- En Ruimtevaartlaboratorium (The Netherlands) ; Compañía Española De Sistemas Aeronáuticos (Spain) ; BAE Systems (Operations) Limited (UK) ; Meggitt Aerospace Ltd. (UK) ; Safran Snecma (France) ; Safran Labinal Power Systems (France), Archimedes Center for Innovation and Creation (Greece).
This project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 636218
Meet us at International Conference on Research Reactors : Safe Management and Effective Utilization in Vienna, Austria from November 16th to 20th, 2015
Meet us at Space Tech Europa in Bremen from November 17th to 19th, 2015 – Stand H40
THERMOCOAX Aircraft Products – Bleed Air Leak Detector – NEGACOAX©
TECHNICAL DESCRIPTION
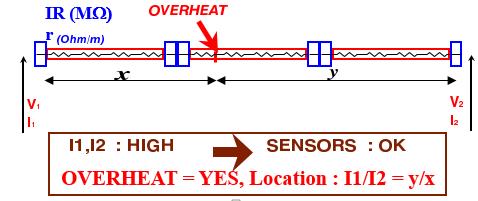
The THERMOCOAX Bleed Air detector is designed to detect leaks in an aircraft’s pneumatic duct system by sensing the temperature of the overheated air surrounding the leaking duct.
The NEGACOAX technology gives the location of the overheat condition, annunciates the overheat to the aircraft’s crew warning system.
The NEGACOAX consists in a homemade Mineral Insulated Cable, doped with eutectic salts. When the NEGACOAX detects an overheat (air leakage) the cable Impedance value will drop down and the capacitance value will increase very fast.
Example of curve with NEGACOAX NG124 :
The THERMOCOAX’s current technology uses the Binary compound within Eutectic as described below, in others words, liquidus and solidus will melt entirely at the same temperature.
This specificity gives the high accuracy of this technology :
Insulated Cable homemade manufacturing, this technology offers a high reliability and nearly no maintenance.
The maximum length of each NEGACOAX detector is 5 meters. We have no length limitation regarding the number of detector connected together to make a complete loop.
THERMOCOAX’s NEGACOAX detectors are typically installed at heat critical points throughout the aircraft structure. Typically, these are located in the wings, engine pylon, fuselage, empennage and tail cone (APU compartment).
This technology can be applied to military, commercial transport and general aviation aircraft.
The electronic control system associated will get 2 separated electrical parameters :
- Impedance
- Capacitance
By connecting both ends of the NEGACOAX loop with the electronic system, the leakage location can be determined by current ratio.
NEGACOAX Detector Characteristics
- Nickel Sheath
- Insulant: Al2O3 + eutectic salts
- Constantan conductor
- Line resistance at 20°C: 2,15±0,05Ω/m
- Diameter Ø2,2mm +0,2/-0,4
- Length L<300cm ±6mm
- Length 300cm<L<460cm +19/-0
- Max detector Length 460cm
- Mass=25gr+(27*L)gr with L= length in meter
- Service Life: 20 years
- MIL and RTDO 160 standard
- 100 000 Flight hours
- MTBF > 300*106 hours
- FMEA 1.954*10-7 Failures/FH
NEGACOAX Product Ranges :
- NG124
- NG154
- NG180
- NG204
- NG215
- NG232
Thermocoax has a large experience on aircraft platform with :
- McDonnel Douglas MD90
- Airbus A340
- Dassault Falcon F5X
- Embraer KC390
- Bombardier Global Express
- Airbus Helicopter
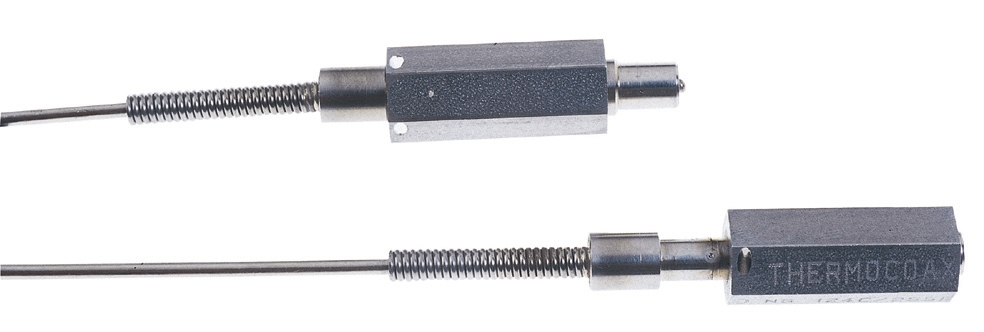
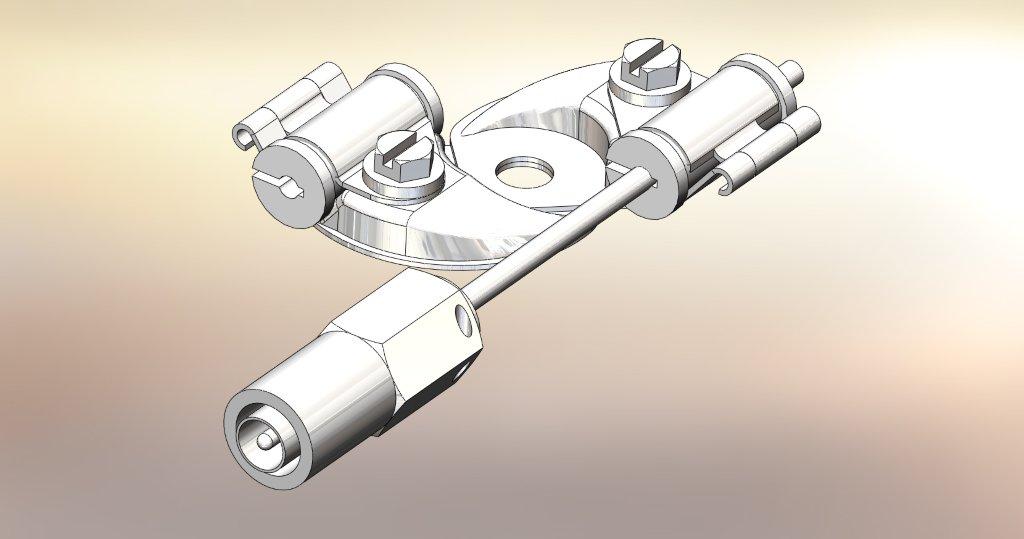
Accessories
Thermocoax supplies a large range of accessories to fix the detectors on the aircraft structures
Mechanical System for :
1 or 2 loops :
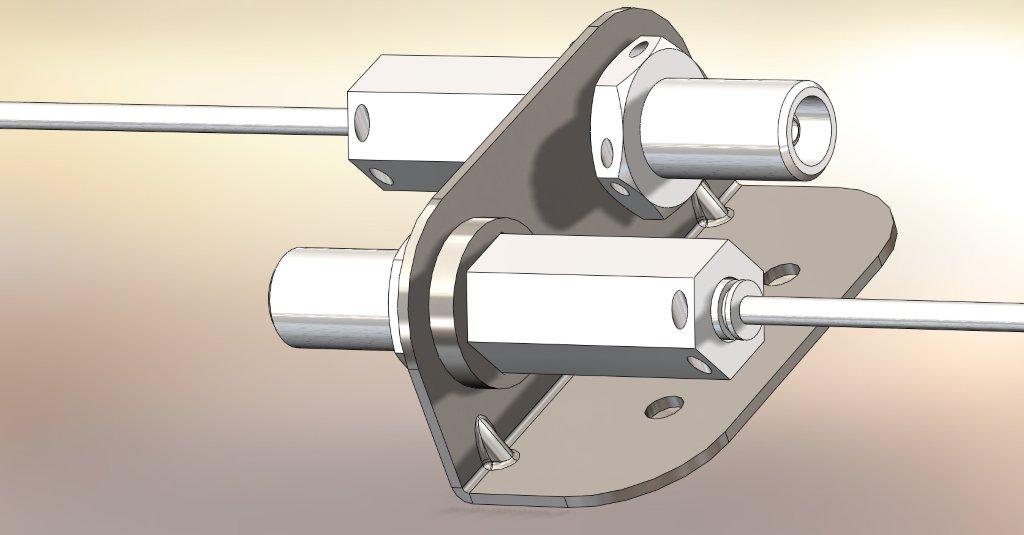
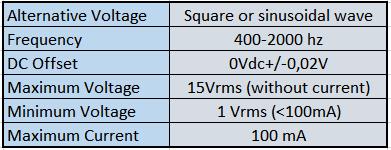
Electronic System
NEGACOAX is compatible with any electronic system with the following characteristic :
Thermocoax is working in partnership with aircraft industry electronic specialist.
Test Loop
Thermocoax offers as option an upgrade of the detector with integrated shunt resistor in the connector. This shunt (>30KΩ) is connected between the core and the sheath.
Installation