Introduction
Pressurizer heaters in Nuclear Power Plant are subjected to the most severe working conditions in the primary loop. They cumulate mechanical, thermal and electrical stresses.
Since the nineties, incidents of pressurizer heaters using 316L grade sheath tube in nominal primary water environment cracking have been encountered in many Nuclear Power Plants (Pressurized Water Reactor type).
This kind of incident is very detrimental in heaters due to possible leakage and dissolution of the MgO in the primary coolant. Costly unplanned downtime cannot be avoided.
Destructive testing has been conducted on damaged heaters to determine the origin of cracking.
In parallel, an R&D program has been implemented in order to understand the micro-mechanics and to determine the key factors for the occurrence of Primary Water Stress Corrosion Cracking (PWSCC) at 680 °F (360°C).
Based on this understanding of failure mechanisms, a program of experiments jointly run by EDF R&D and CEIDRE in collaboration with Thermocoax was conducted in order to develop a thermal treatment by induction heating.
The aim was to reduce the susceptibility to Stress Corrosion Cracking of the sheath material of pressurizer heaters while maintaining the electrical properties of mineral insulating material.
The challenge : develop an efficient solution for pressurizer heater while maintaining superior reliability.
The challenge was to develop an efficient solution while maintaining the outstanding electrical performance over time of Thermocoax pressurizer heaters.
Due to its 53 nuclear power plants- EDF has compiled an impressive and unique database on the performance of standardized components over decades (year x experience). Thermocoax pressurizer heaters have demonstrated a superior electrical performance over time compared to other technologies over tens of thousands years of operational experience in nuclear power plants.
Nuclear safety had to be taken into consideration and the impact of modifications minimized to avoid “new” causes of failure. Thereby our approach was to define a thermal treatment having no possible effect on the insulating material of the heater.
From R&D to industrialization
Heat treatment modeling and laboratory tests conducted by EDF’s R&D enabled the feasibility and the efficiency of this kind of heat treatment by induction to be demonstrated.
Qualification tests helped in determining the key parameters for good results, in terms of hardness and residual stresses.
Thermocoax has implemented a fully automated superficial heat treatment by induction that meets EDF requirements in terms of distribution of hardness.
The new process was qualified on December 2010 and several hundreds of pressurizer heaters have been delivered to date.
The benefits of pressurizer heaters Thermocoax technology combined with the EDF patented solution.
The surface annealing process based on induction heating developed to reduce the surface cold working and the residual stresses avoid any initiation of PWSCCwhile maintaining the electrical properties of the mineral insulating material.
A fully automated surface heat treatment by induction that meets EDF requirements in terms of distribution of hardness is now in operation.
EDF promotes safer power plants through risk mitigation and continuous improvement policies. Despite a patent protecting this innovative thermal treatment, EDF encourages THERMOCOAX from proposing this solution to others utilities.
Four major international players have been persuaded so far and have replaced their equipment with our pressurizer heaters treated against Stress Corrosion Cracking.
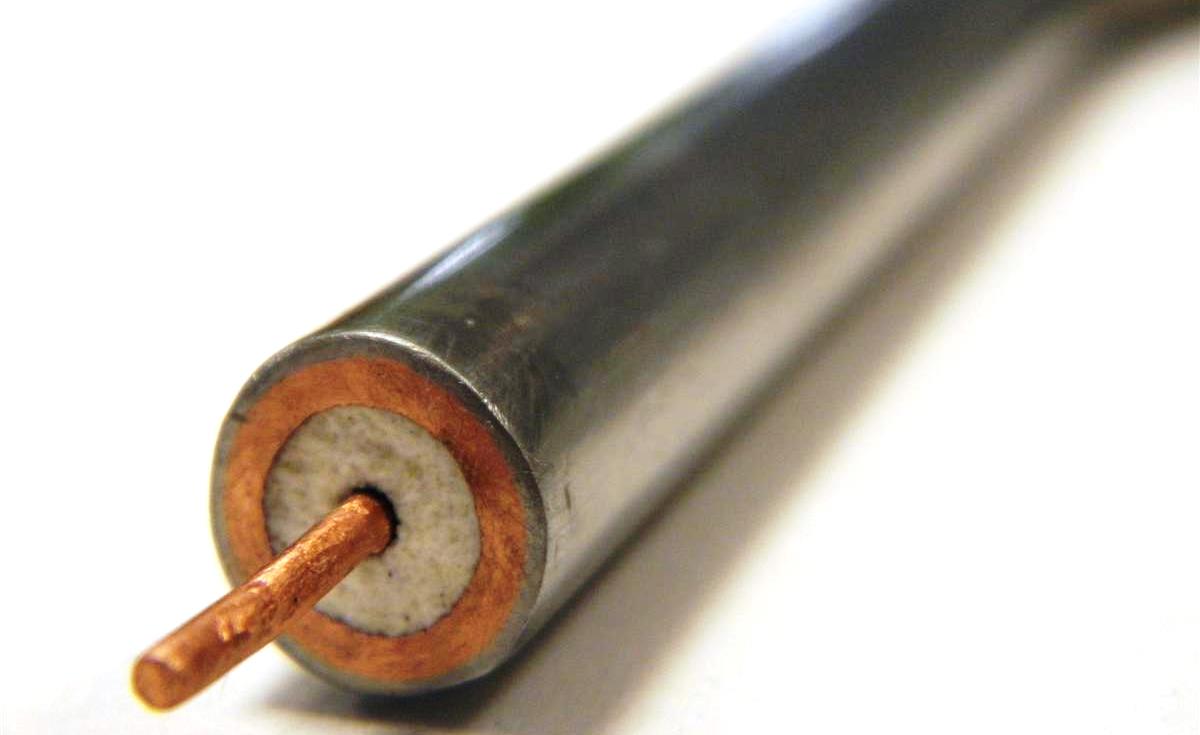
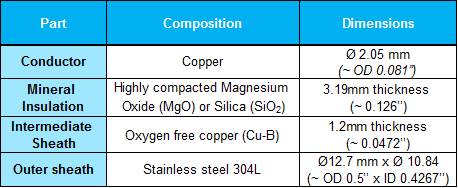
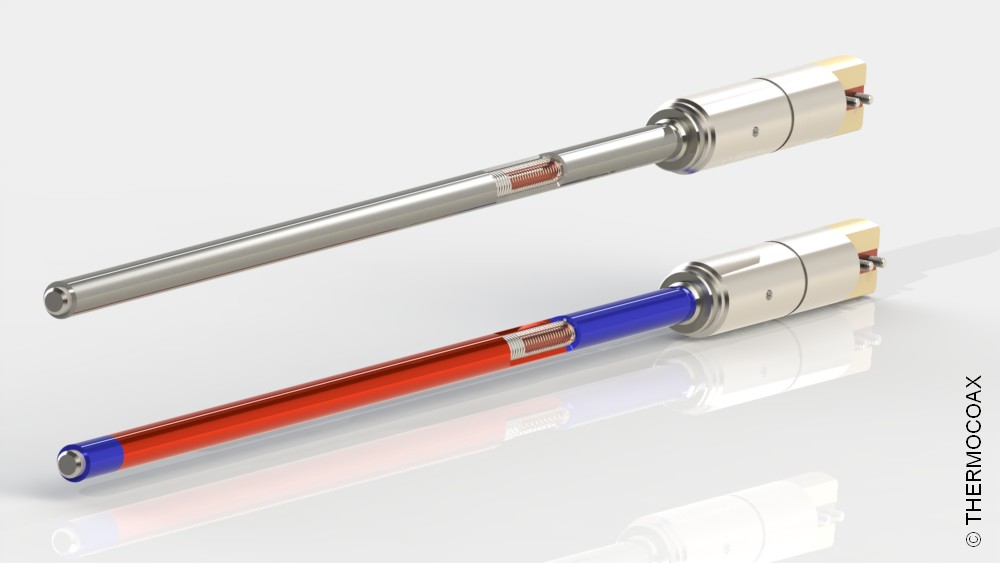
THERMOCOAX PRZ heater design :
- “Solid” construction with enhanced thermal conductivity
- Thermal treatment and ultimately designed not to expand.
THERMOCOAX and pressurizer heaters
Thermocoax has been continuously producing pressurizer heaters over the last 40 years and has the largest installed base in the world. Heaters can be designed and manufactured as replacements for installed heaters supplied by the same electrical and mechanical interface.
Our pressurizer heaters are eligible for all PWR designs with benefits such as:
- rugged construction
- compliant with construction codes
- qualified thermal treatment
- reduced MgO content
- ultimately no expansion
Thermocoax has implemented two different quality assurance systems: ASME and ISO. Both systems have been audited and approved by major nuclear power plant builders.
If you need any further information, please contact :
sales@thermocoax-nuclear.com